[VIP第1年] 指数:3
[VIP第1年] 指数:3
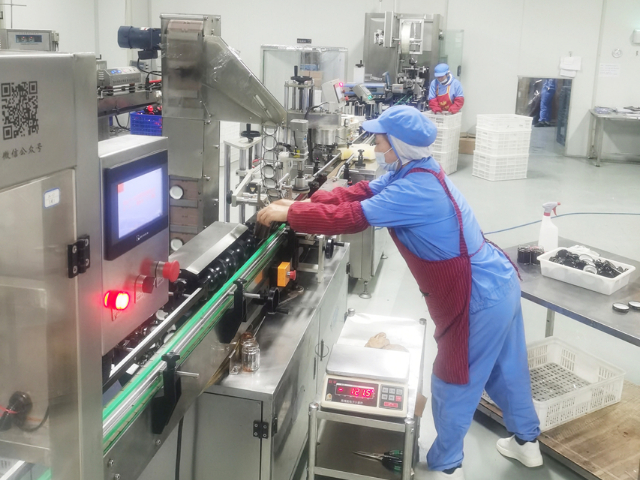
调味酱汁生产管理的要点。质量管理,建立标准:制定完善的质量管理体系和产品标准,明确原材料、生产过程、成品的质量标准和检验方法,全程监控:加强对生产过程的质量监控,对关键控制点进行严格检测,如原材料验收、配料准确性、熬制温度和时间、微生物指标等,确保产品质量稳定。环境清洁:保持生产车间、设备、工具等的清洁卫生,定期进行消毒杀菌,防止微生物污染。人员卫生:加强生产人员的卫生管理,要求操作人员穿戴工作服、口罩、帽子等,定期进行健康检查,确保人员卫生符合要求。调味酱汁工厂根据客户的需求,定制独特的调味料配方,满足特定口味、功能或健康需求。小龙虾调味酱汁来料加工
X 光机的应用对于保障调味酱汁的食品安全具有不可替代的重要意义。从消费者角度来看,能够有效避免消费者因误食含有异物的调味酱汁而受到伤害,保障了消费者的身体健康和生命安全。在市场竞争日益激烈的当下,消费者对于调味酱汁食品安全问题高度关注,一旦发生食品安全事故,不仅会对消费者造成伤害,还会对企业的品牌形象产生毁灭性打击。X 光机的使用,能够让消费者放心购买稻盛食品的调味酱汁产品,增强消费者对品牌的信任度和忠诚度。从企业角度而言,通过及时检测出产品中的异物,避免了不合格调味酱汁产品流入市场,减少了因产品质量问题引发的召回、赔偿等风险,降低了企业的经济损失。三汁焖锅调味酱汁生产厂家调味酱汁还能助力不同菜系的融合创新。
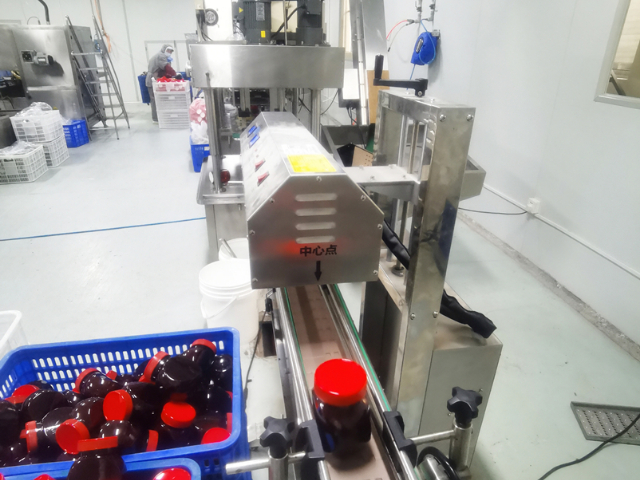
调味酱汁传送运带和冷却线的长度分别达到100米和30米,能够快速、稳定地将生产出来的调味酱汁产品进行传送和冷却,确保产品在适宜的温度下进入后续包装环节。此外,车间还配备了2 台 X 光机,用于对成品调味酱汁进行质量检测,能够及时发现产品中的异物等质量问题,有效保障了产品质量。人员配置上,调味酱汁车间拥有一支专业且分工明确的团队,共有员工80人。其中,管理人员20 人,负责调味酱汁车间的整体规划、生产调度、人员管理以及与其他部门的沟通协调等工作,确保车间生产活动的有序进行。
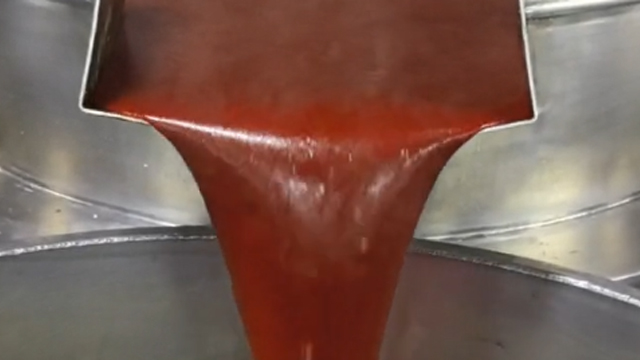
调味酱汁生产中精确的搅拌过程能够保证各种原料充分混合,使调味酱汁的口感更加均匀细腻。如果搅拌不充分,会导致调味酱汁中出现原料分布不均的情况,影响口感和品质。炒制环节的温度和时间控制对调味酱汁的品质起着决定性作用。温度过高或炒制时间过长,会使调味酱汁中的营养成分流失,口感变差,甚至出现焦糊味;温度过低或炒制时间过短,则无法充分激发原料的香气和风味,导致调味酱汁的口感和风味不足。因此,稻盛食品调味酱汁车间通过严格控制制作与加工工艺的各个环节,确保生产出品质、口感独特的调味酱汁产品,满足消费者对美味调味酱汁的需求。调味酱汁腌制肉类,可以在一定程度上抑制细菌生长,使肉类保存时间更长,减少食材浪费。

调味酱汁生产在稻盛食品的产品体系中占据着重要地位,是公司实现产品多元化和差异化发展的关键环节。公司丰富多样的产品线中,调味酱汁类产品凭借其独特的口味和多样的适用性,成为众多客户的选择,在市场中拥有较高的市场份额。例如,公司研发的特色烧烤调味酱汁,以其浓郁醇厚的味道,满足了消费者对于烧烤美食独特风味的追求,不仅在家庭烹饪中备受欢迎,还被众多烧烤店、餐厅等餐饮企业大量采购,成为这些商家提升菜品品质和吸引力的重要调味酱汁。调味酱汁在很大程度上影响着菜品的口味和品质,进而影响顾客的购买意愿和忠诚度。金酸汤调味酱汁工厂
调味酱汁生产支持小批量试产,适合初创品牌,也支持大规模量产,满足成熟品牌的需求。小龙虾调味酱汁来料加工
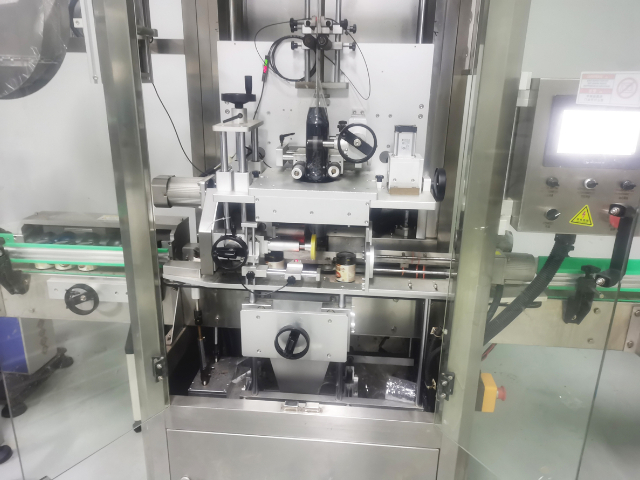
调味酱汁罐装区和包装区紧密相连,全自罐装设备和全自动调味酱汁瓶装生产线依次排列,实现了调味酱汁从罐装到包装的无缝衔接,提高了调味酱汁生产效率。成品检验区位于车间出口附近,经过包装的成品调味酱汁在此进行质量检测,检测合格的产品即可出库,整个布局使得物料在车间内的流动路径短,减少了物料搬运的时间和成本,提高了生产效率。而且,各调味酱汁生产区域之间通过通道和标识进行明确划分,保证了人员和物料的顺畅通行,避免了生产过程中的交叉污染和混乱,同时也便于车间的管理和维护。小龙虾调味酱汁来料加工
文章来源地址: http://spyl.nengyuanjgsb.chanpin818.com/diaoweipin/dj/deta_28436878.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。